

მონოფილამენტური ზოლების გამომწვევი მიზეზები და პრევენციული და მაკორექტირებელი ზომები
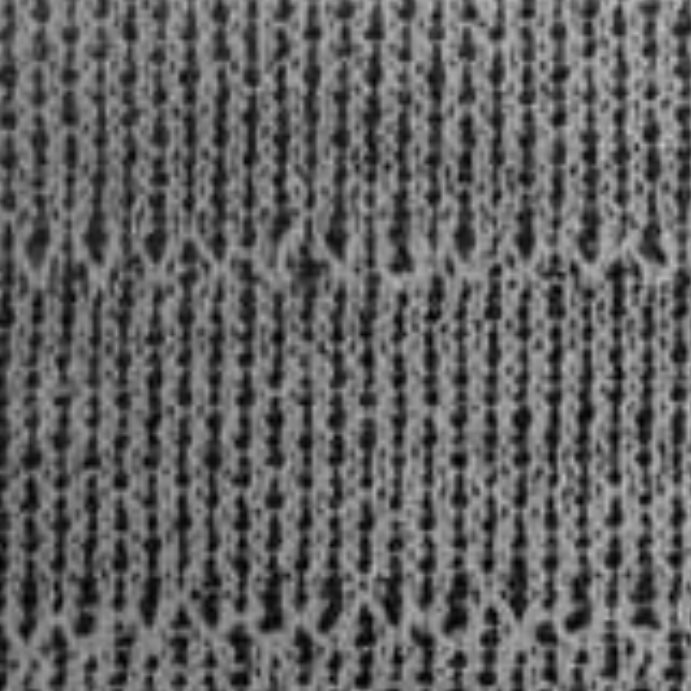
მონოფილამენტური ზოლები ეხება ფენომენს, როდესაც ქსოვილის ზედაპირზე ხვეულების ერთი ან რამდენიმე რიგი ძალიან დიდი ან ძალიან პატარაა, ან არათანაბრადაა განლაგებული ხვეულების სხვა რიგებთან შედარებით. რეალურ წარმოებაში ყველაზე გავრცელებულია ნედლეულით გამოწვეული მონოფილამენტური ზოლები.
მიზეზები
ა. მონოფილამენტების დაბალი ხარისხი და ფერის სხვაობა, როგორიცაა მჭიდროდ დაგრეხილი ძაფი, სხვადასხვა პარტიული ნომრის მქონე ქიმიური ბოჭკოების ძაფები, უფერული ძაფები ან სხვადასხვა რაოდენობის ძაფების შერეული ძაფები, პირდაპირ იწვევს მონოფილამენტის ჰორიზონტალური ზოლების წარმოქმნას.
ბ. ძაფის მილის ზომა საკმაოდ განსხვავებულია ან თავად ძაფის ნაჭერს აქვს ამოზნექილი მხრები და ჩამოშლილი კიდეები, რაც იწვევს ძაფის არათანაბარ გაშლის დაჭიმულობას, რის შედეგადაც ადვილად წარმოიქმნება მონოფილამენტური ჰორიზონტალური ზოლები. ეს იმიტომ ხდება, რომ ძაფის მილების სხვადასხვა ზომა განასხვავებს მათ დახვევის წერტილებს და გაშლის ჰაერის რგოლის დიამეტრებს და გაშლის დაჭიმვის ცვლილების კანონი გარდაუვლად საკმაოდ განსხვავებული იქნება. ქსოვის პროცესში, როდესაც დაჭიმვის სხვაობა მაქსიმალურ მნიშვნელობას აღწევს, ადვილია ძაფის მიწოდების სხვადასხვა რაოდენობის გამოწვევა, რაც იწვევს ხვეულების არათანაბარ ზომებს.
გ. ფოროვანი და ულტრაწვრილი დენიერის ნედლეულის დამუშავებისას, აბრეშუმის ბილიკი მაქსიმალურად გლუვი უნდა იყოს. თუ ძაფის გამტარი კაუჭი ოდნავ უხეშია ან ზეთის ლაქები გამაგრდება, ძალიან ადვილია ნედლეულის მრავალი მონოფილამენტის გატეხვა და მონოფილამენტის ფერის სხვაობაც მოხდება. ჩვეულებრივი ნედლეულის დამუშავებასთან შედარებით, მას უფრო მკაცრი მოთხოვნები აქვს აღჭურვილობასთან დაკავშირებით და ასევე უფრო ადვილია მზა ქსოვილში მონოფილამენტის ჰორიზონტალური ზოლების წარმოება.
დ. მანქანა სათანადოდ არ არის მორგებული,ნემსის დასაჭერად კამერაგარკვეულ ადგილას ძალიან ღრმა ან ძალიან ზედაპირულია, რაც ძაფის დაჭიმულობას ანომალიურს ხდის და წარმოქმნილი ხვეულების ზომა განსხვავდება.
პრევენციული და მაკორექტირებელი ზომები
ა. უზრუნველყავით ნედლეულის ხარისხი, მაქსიმალურად გამოიყენეთ ცნობილი ბრენდების ნედლეული და მკაცრად მოითხოვეთ ნედლეულის შეღებვისა და ფიზიკური მაჩვენებლები. შეღებვის სტანდარტი 4.0-ზე მეტია და ფიზიკური მაჩვენებლების ვარიაციის კოეფიციენტი მცირე უნდა იყოს.
ბ. დამუშავებისთვის საუკეთესოა ფიქსირებული წონის აბრეშუმის ნამცხვრების გამოყენება. ფიქსირებული წონის აბრეშუმის ნამცხვრებისთვის შეარჩიეთ იგივე ხვეული დიამეტრის მქონე აბრეშუმის ნამცხვრები. თუ ცუდი გარეგნობის ფორმირებაა, როგორიცაა ამოზნექილი მხრები და ჩამოშლილი კიდეები, ისინი გამოსაყენებლად უნდა მოიხსნას. უმჯობესია მცირე ზომის ნიმუშები შეღებოთ შეღებვისა და დასრულების დროს. თუ ჰორიზონტალური ზოლები გამოჩნდება, აირჩიეთ არამგრძნობიარე ფერებზე გადასვლა ან დაამატეთ ჰორიზონტალური ზოლების დამუშავების საშუალებები ჰორიზონტალური ზოლების აღმოსაფხვრელად ან შესამცირებლად.
გ. ფოროვანი და ულტრაწვრილი დენიერის ნედლეულის გადამუშავებისას, მკაცრად უნდა შემოწმდეს ნედლეულის გარეგნული სახე. გარდა ამისა, უმჯობესია გაიწმინდოს აბრეშუმის ბილიკი და შემოწმდეს, გლუვია თუ არა თითოეული მავთულის გამტარი სტრუქტურა. წარმოების პროცესის დროს დააკვირდით, ხომ არ არის ჩახლართული თმა ქსოვილის შესანახ მოწყობილობაში. აღმოჩენის შემთხვევაში, დაუყოვნებლივ გააჩერეთ მანქანა მიზეზის დასადგენად.
დ. დარწმუნდით, რომ თითოეული მკვებავი ძაფის წნევის საზომი სამკუთხედების სიღრმე ერთნაირია. ძაფის სიგრძის საზომი ინსტრუმენტის გამოყენებით, დახვეწილად დაარეგულირეთ თითოეული სამკუთხედის მოხრის პოზიცია, რათა შეინარჩუნოთ მიწოდების რაოდენობა ერთნაირი. გარდა ამისა, შეამოწმეთ, არის თუ არა მოხრავი ძაფის სამკუთხედები გაცვეთილი. მოხრავი ძაფის სამკუთხედების რეგულირება პირდაპირ გავლენას ახდენს ძაფის მიწოდების დაჭიმულობის ზომაზე, ხოლო ძაფის მიწოდების დაჭიმულობა პირდაპირ გავლენას ახდენს წარმოქმნილი ხვეულების ზომაზე.
დასკვნა
1. ნედლეულის ხარისხით გამოწვეული მონოფილამენტური ჰორიზონტალური ზოლები ყველაზე გავრცელებულია წრიული ქსოვის ქსოვილის წარმოებაში. ძალიან მნიშვნელოვანია კარგი გარეგნობისა და კარგი ხარისხის ნედლეულის შერჩევა.წრიული ქსოვის მანქანაწარმოება.
2. წრიული ქსოვის მანქანის ყოველდღიური მოვლა ძალიან მნიშვნელოვანია. მანქანის ზოგიერთი ნაწილის ცვეთა ხანგრძლივი მუშაობის დროს ზრდის წრიული ქსოვის მანქანის ნემსის ცილინდრის ჰორიზონტალურობას და კონცენტრაციულობის გადახრას, რამაც დიდი ალბათობით შეიძლება გამოიწვიოს ჰორიზონტალური ზოლები.
3. წარმოების პროცესში ნემსის დასაჭერად განკუთვნილი კამერისა და ჩაძირვის რკალის რეგულირება არ ხდება სწორად, რაც იწვევს ანომალიურ ხვეულებს, ზრდის ძაფის მიწოდების დაჭიმულობის სხვაობას და იწვევს ძაფის მიწოდების სხვადასხვა რაოდენობას, რაც იწვევს ჰორიზონტალურ ზოლებს.
4. ხვეულის სტრუქტურის მახასიათებლების გამოწრიული ქსოვის ქსოვილებისხვადასხვა ორგანიზაციის ქსოვილების მგრძნობელობა ჰორიზონტალური ზოლების მიმართ ასევე განსხვავებულია. ზოგადად, ერთფართობიან ქსოვილებში, როგორიცაა სასუსნავი, ჰორიზონტალური ზოლების ალბათობა შედარებით მაღალია და ასევე შედარებით მაღალია მოთხოვნები დანადგარებისა და ნედლეულის მიმართ. გარდა ამისა, ჰორიზონტალური ზოლების ალბათობა ასევე შედარებით მაღალია ფოროვანი და ულტრაწვრილი დენიერის ნედლეულით დამუშავებულ ქსოვილებში.
გამოქვეყნების დრო: 2024 წლის 7 ივნისი